As I mentioned in the last update, I've been working on another machine project on and off at the shop over the past year. I wanted to break this update out of the normal Prowler blog updates, since this update deals with my repair and alteration of a "new" machine that I hope to use in production Prowler parts - and does not contain much info related directly to the Prowler aircraft. So, if you're interest - Please have a look. If rebuilding old CNC machines is not your thing, feel free to pass on this one.
Last May, I had a buddy who wanted to sell his CNC lathe to raise some cash to buy another machine he liked better. He was tired of dealing with his Hardinge CHNC lathe with a Fagor 8025T control installed on it. It was his only production lathe that didn't have an OmniTurn control and and he wanted to purchase another Hardinge lathe he found that came with an OmniTurn control - so, that way, all of his machines would then be the same. I have actually worked on this machine for him many times over the years, so I knew pretty well what I was getting into. The lathe wasn't holding position well on the Z axis and there was a few other problems that would need to be addressed. The price was right, so I bought it from him. Here's a few pics from moving day:
Last May, I had a buddy who wanted to sell his CNC lathe to raise some cash to buy another machine he liked better. He was tired of dealing with his Hardinge CHNC lathe with a Fagor 8025T control installed on it. It was his only production lathe that didn't have an OmniTurn control and and he wanted to purchase another Hardinge lathe he found that came with an OmniTurn control - so, that way, all of his machines would then be the same. I have actually worked on this machine for him many times over the years, so I knew pretty well what I was getting into. The lathe wasn't holding position well on the Z axis and there was a few other problems that would need to be addressed. The price was right, so I bought it from him. Here's a few pics from moving day:




Now, sometime in the late 90's or early 2000's someone did a retro-fit to this machine and installed the Fagor 8025T control that is on the machine now. That got rid of that massive control in the foreground of the above picture (I wonder whatever happened to that??). However, when whoever did this retro-fit installed this new Fagor 8025T control, they left a lot of "stuff" in the machine that was no longer needed. There was a ton of "dead weight" that was hanging out in this machine that could be gutted out and gotten rid of. More on this later, but I figured, at the very least, the large electrical cabinet in back could be deleted and the machine streamlined significantly.
After some initial tear down and investigation, here is the punch list I've come up with for this lathe project:
After some initial tear down and investigation, here is the punch list I've come up with for this lathe project:
1. Find out why the Z axis was not working well (loosing position and not repeating well - like during threading operations);
2. Remove the huge electronics cabinet off the back side and put the needed components into a smaller enclosure;
3. Overhaul the X axis servo, and belt drive system - it was kind of a hodge-podge mess;
4. Re-wire the machine with a single point power hook up and convenient switching to power up the control and the spindle systems;
5. Investigate the tool turret system and try to get it to be usable again;
7. Rehab the collet closer system and try to get it working again;
8. Re-install new plexiglass into the enclosure doors.
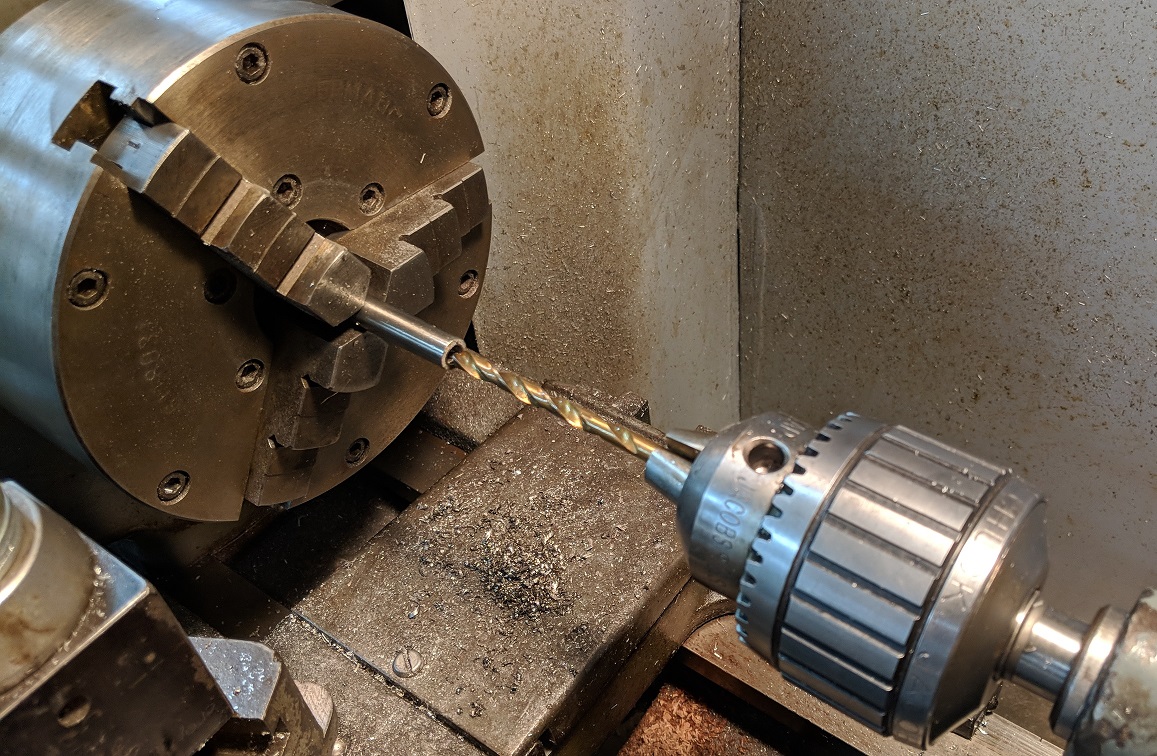
1. Z-Axis Issues - So, one of the big problems with the machine was that the Z axis was not working well. It was loosing position often and the control was giving Z axis following errors. It was also not repeating its position well - like during threading operations. After the initial tear down, I started focusing in on the Z axis system. What I discovered is that the Z axis ballscrew was designed to be held in position along it's long axis by a bearing block system. There are basically two thrust bearings that are tightened towards each other by cylindrical bearing retainers with OD threads that are threaded into a big block of steel (from the each direction); and that block is rigidly bolted to the ways (main body of the lathe). Here is a pic of the Z ballscrew (under the covers) and the bearing block on the left end (the servo turns the ballscrew via a cogged pulley on the right end):

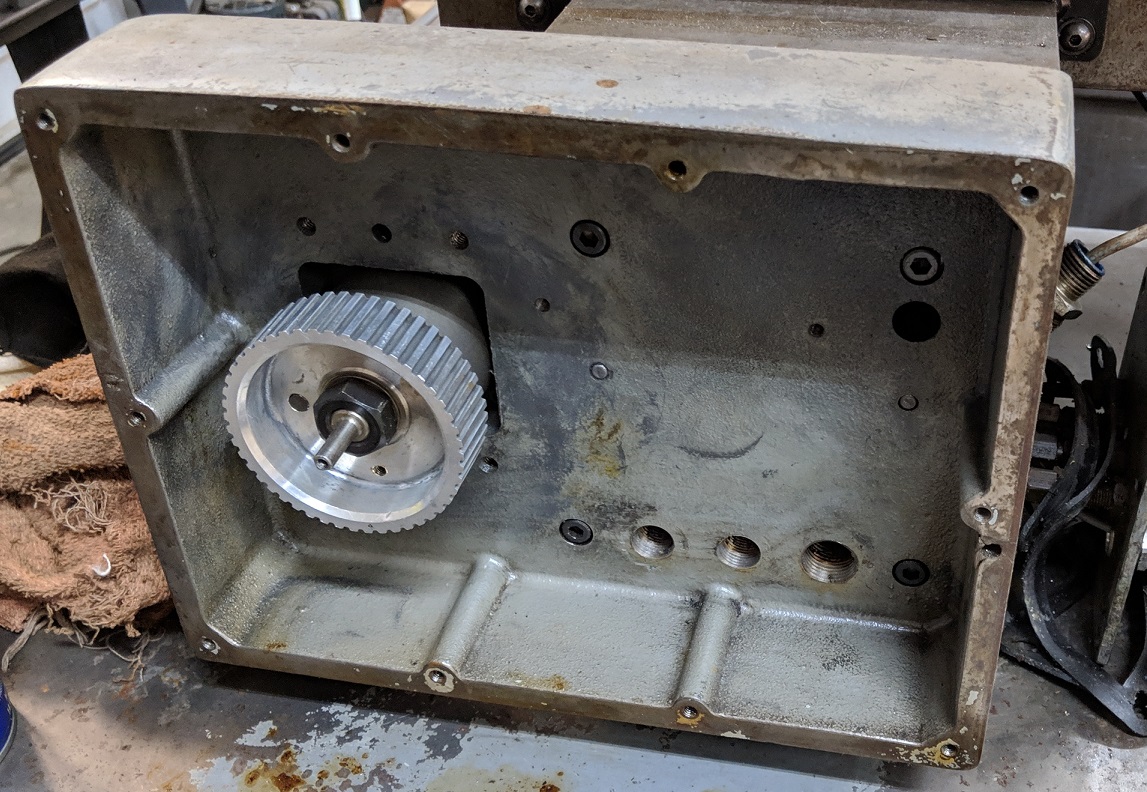
2. Huge Electronics Cabinet & Re-wiring - As I previously mentioned, when the F8025T control retro-fit was accomplished on this machine, there was a lot of junk left on the machine that could have (should have) been removed. This was very true with the electrical cabinet. Before I moved this machine from my buddy's shop to mine, I decided that it would be easier if I removed that main electrical cabinet (also since I wasn't going to need it any longer, why leave it on). Here is a pic of the inside of that 5' x 3' x 1' electrical control panel just after I disconnected it and removed it from the main body of the lathe:

Here is a picture of where and how this cabinet was attached to the machine. It was simply bolted to a sort-of "tunnel" that was welded to the back side of the lathe.

First things first - that divider had to go. A few minutes with the 4" angle grinder (with a thin cutting blade) and a lot of sparks later..... The divider was gone:


Next up, I started chasing down how to ventilate this tunnel. There were some large rectangular access plates that I had removed from the lower sides of the tunnel. Also, the big, old electrical cabinet had a large air filter set-up. I decided to use that and, somehow, attach it to one of those lower access plates. Here is what I came up with after I cut out a few chunks so that it would all fit together:











3. Overhaul Of The X-Axis Servo And Drive System - Here is a picture of the X axis drive set up before I stripped it all down. You can see that it is a very "hodge-podge" set up with lots of plates, extensions, shims, etc.:


From these pictures, it may not be immediately evident, but it was not an optimal and there is much room for improvement here. The servo that was installed on the X axis is quite oversized (servo power capability and physical size). A properly sized servo will negate the need for that big aluminum block spacer between the servo and the mounting plate. Also, the cogged pulley on the right in the top picture is very worn and needs replaced. After removing the servo and the aluminum cover plate here is the cogged pulley that drives the X axis:
 The pulley is pretty badly worn where the belt runs on the outer edge of it. It looks corroded too, like whatever someone was using as a coolant wasted away the aluminum where the belt ran. Here is the hub that the pulley attaches to on the end of the X axis ballscrew:
The pulley is pretty badly worn where the belt runs on the outer edge of it. It looks corroded too, like whatever someone was using as a coolant wasted away the aluminum where the belt ran. Here is the hub that the pulley attaches to on the end of the X axis ballscrew:
 I tried finding a 1" slab of that cogged pulley material that I could machine to make a new one identical to the existing, but I have been unable to locate any at a reasonable cost (most places wanted me to buy a 10' bar of the stuff!!). I beat up eBay an Amazon and found one new cogged pulley that might work. It is the one on the left here (old pulley on the right and ballscrew hub is below):
I tried finding a 1" slab of that cogged pulley material that I could machine to make a new one identical to the existing, but I have been unable to locate any at a reasonable cost (most places wanted me to buy a 10' bar of the stuff!!). I beat up eBay an Amazon and found one new cogged pulley that might work. It is the one on the left here (old pulley on the right and ballscrew hub is below):



The new one I found has the correct specs with regard to the diameter and number of cogs, but it is much thinner than what is currently on the machine. That may not be a big issue as long as the small pulley on the servo can be made to align properly. Also, the center boss on the new pulley is too small to adapt it directly to the existing hub. Here's what that looks like:


So, I'm going to have to find another way to adapt it. (Or, I might put a big piece of round aluminum bar in the super spacer on the mill some day and experiment with making my own replacement cogged pulley from scratch). More to be done here.
As for the servo itself, it is not the correct shaft size, not the correct physical size and the max speed is rated too low for the machine (F8025T control). The original servo went out on my buddy, so he bought a replacement off eBay. But, unfortunately, he got one that didn't have a high enough max speed. I installed it for him anyway, temporarily so that he could keep making parts - but, I had to limit the max speed on the control. Now, I'm keeping an eye on Ebay for a cost effective option to replace this servo with one that is more properly sized and will allow the control to run the machine at normal max speed. More to follow.
As for the servo itself, it is not the correct shaft size, not the correct physical size and the max speed is rated too low for the machine (F8025T control). The original servo went out on my buddy, so he bought a replacement off eBay. But, unfortunately, he got one that didn't have a high enough max speed. I installed it for him anyway, temporarily so that he could keep making parts - but, I had to limit the max speed on the control. Now, I'm keeping an eye on Ebay for a cost effective option to replace this servo with one that is more properly sized and will allow the control to run the machine at normal max speed. More to follow.
4. Power Hook-ups & Machine Switching - Previously, the machine was powered from 2 different sources. One source of 115Vac was fed into the large old electrical cabinet that powered the spindle and various relay controlled components (like coolant and collet closer, etc.). Then, the Fagor 8025T control (which includes the power to the servos and servo amplifiers) was fed from another 115Vac source (literally fed from a cord plugged into a wall outlet). Also, this machine originally used a cutting oil only coolant system with a huge tank under the lathe bed and was powered with a large 230Vac/3 phase pump. Somewhere along the way, the 230/240Vac system was removed, the tank emptied and the coolant system was converted to a Little Giant 115V coolant system.
I'm going to continue to use all 115Vac systems, but I'll create a single point power hook-up for the 115Vac power. Then, I'll install a remote switch on the front of the machine near the F8025T control that will turn on the spindle and power the coolant and various auxiliary systems. I'll hard-wire the F8025T control to the same 115Vac system and continue to used the power switch that is already installed on the control to turn it on and off. This way, I can turn on just the control if I want to jog the machine around and move the servos, etc. and not have to turn the spindle on. That could also be used to make "dry runs" to test part programs. Then, when ready to make chips, just hit the other switch to power up the rest of the machine.
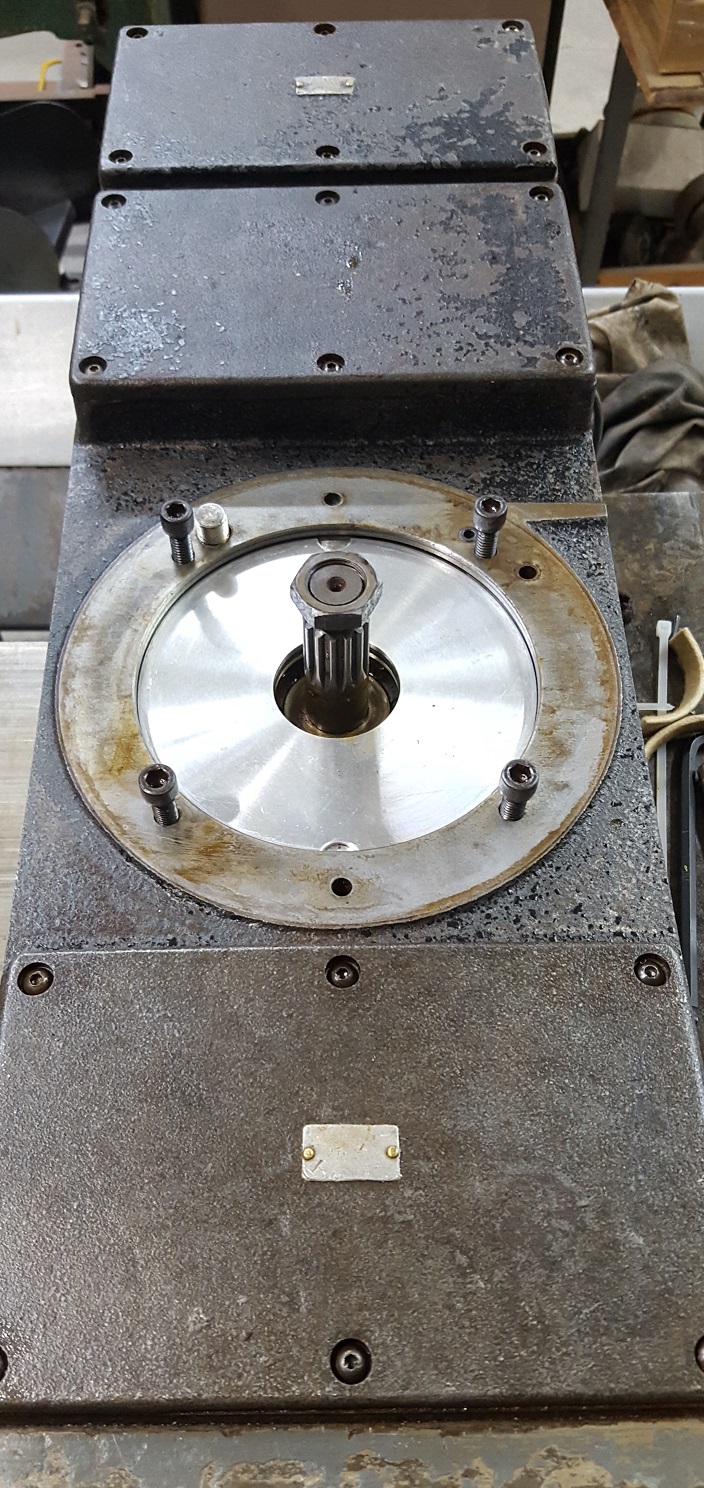
5. Tool turret system - This will potentially be the most difficult part of this machine restoration. The lathe was built with a 8 position tool turret. The tool turret was computer controlled and moved automatically when tool changes were called for. This was accomplished using a complex system of pneumatic pistons, air motors, hydraulic actuators and an encoder type electrical position feedback system. However, when the machine was modified and the F8025T control installed, the tool turret was simply bolted down and a gang-bar tool system was mounted to the top of the turret. Here is the tool turret with the gang-bar removed:


The way that the tool changer selected a new tool was to apply compressed air under the tool turret piston and lift the piston and the tool mounting plate upward. Then, a rotary air screw turned the turret until the new tool was close to alignment with the tool position closest to the spindle "cutting position". Then the compressed air was removed from the bottom of the piston and ported to the top side of the turret piston. This forced the tool turret mount plate down onto the set of tapered dogs in the outer ring shown above. Those male dogs you see in the picture above are matched with female slots in the bottom of the tool holder plate. When the turret piston has compressed air on top of it, the air pressure holds the tool plate firmly down on those alignment dogs and keeps the tools perfectly aligned for cutting the part in the spindle. Here is the alignment ring with the alignment dogs removed to expose just the top of the tool turret piston:

The thick piece of steel you see to the left of the piston (between the piston and the gear on the far left) was an alignment stop device. When the turret was close to the desired position, a hydraulic arm would pop out from the side of the turret pocket and stop the turret in the desired position (the air servo would simply spin the turret until the old control made that hydraulic arm pop out and stop it in the desired position. Here's a shot of that arm that stops the turret in the desired position:


The finer pitch gear that is attached to the tool turret piston (photo 2 above) engages the idler gear that you see in top of the hole in this picture:
 That idler gear turns an electrical feedback encoder that is located under the rectangular cover just above the piston pocket in the picture above. The control would know where the desired position was by using those gears and the electrical feedback
encoder and and when the control saw the tool coming close to the "cutting" position, it would fire the hydraulic arm to stop the turret in that spot. You can see the top of the feedback encoder in the foreground of this picture (my fingers are holding the feedback shaft):
That idler gear turns an electrical feedback encoder that is located under the rectangular cover just above the piston pocket in the picture above. The control would know where the desired position was by using those gears and the electrical feedback
encoder and and when the control saw the tool coming close to the "cutting" position, it would fire the hydraulic arm to stop the turret in that spot. You can see the top of the feedback encoder in the foreground of this picture (my fingers are holding the feedback shaft):


Anyway, the point of all this is that (I THINK!) I might be able to use the turret again by installing a 2-way pneumatic valve system that normally ports air to the top side of the turret piston to hold it in the normal cutting position, then have a spring loaded "Tool Change" position which will put compressed air under the piston when a tool change is desired. So, when you want to do a tool change the Gcode will have the control go into a pause routine for a tool change. Then, the operator will flip the 2-way pneumatic valve to the (non-normal) "Tool Change" position which will put compressed air under the turret piston and allow the turret to be turned by hand. With the new tool in the cutting position, the operator releases the 2-way valve and the compressed air will once again push the turret down onto the alignment dogs and hold the new tool in cutting position. At least, that is the theory. The application might be a little more "fun." More to follow......
6. Rehab the coolant system - As I mentioned above in the power system modifications, this lathe originally had a cutting oil "coolant" system. Heavy, petroleum based cutting oil was used as a coolant and it was stored in a large tank under the lathe. The cutting oil was pumped by a fairly large 230Vac/3-phase pump which was turned on/off by a large 3 phase switch in the electrical cabinet that was actuated by a 115Vac solenoid. The 115Vac solenoid was controlled by the old controller using Crydom solid state relays. Here is a pic of the accessible end of the coolant tank (and pump):

Using cutting oil like this is really not practical anymore and most coolants today are water based solutions that are much less toxic and much less expensive (imagine the cost of 30 gals of cutting oil today!!). I don't have a definite plan yet, but I hope to install a medium sized coolant tank with a 115Vac pump that can easily be controlled by the F8025T control using the Crydom relays. I have more research to do on as I design this new system and will follow-up on this when I get a firm plan together.
7. Collet closer system - The lathe has a pneumatic collet closer system installed. It has been semi-deleted and is not currently operating in automatic mode. Here is a pic:

It does work manually by turning the whole body of the closer, the threaded rod will close the collet holder. I'm hoping to trace the electrical and pneumatic circuits in this system and figure out how the system is supposed to work.. Then, I will come up with a plan to repair, re-vamp, re-do, or otherwise re-install an operating collet closer system. Even if it is just ends up being a manually controlled collet closer (.vs. controlled by the F8025T controller) - that would be an improvement over the current manually threading mode.
8. Re-install New Plexiglass Into Enclosure Doors - I removed the enclosure bows so that I could work on the lathe more easily, but didn't have anywhere to store them out of the rain, so I turned them upside down on top of the machine, for now. Here is a pic as the machine currently exists.

Well, that the current state of "dis"-repair of this machine. I'll be pecking away at the hit list areas and will update on this machine again later. Hopefully, you might have found some of this useful information for a similar project or prospective project. Thanks for checking out the Hardinge CHNC Lathe project. Now, back to the normal Prowler Blog updates.